












Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Modèle: DAYUE001
marque: Jour de jour
Application: Machinery Accessory
Standard: JIS Code
Surface Treatment: Polishing
Production Type: Batch Production
Machining Method: CNC Turning
Material: Iron
Détails d'emballage: Emballage sous vide
productivité: 100 pieces a day
transport: Ocean,Land,Air
Lieu d'origine: Dongguan
Certificats : ISO9001
Hafen: Yantian
Type de paiement: L/C,T/T,D/P,Paypal,Money Gram,Western Union
Incoterm: FOB,CFR,CIF,EXW
-Information produit
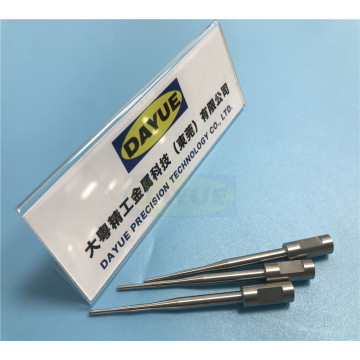
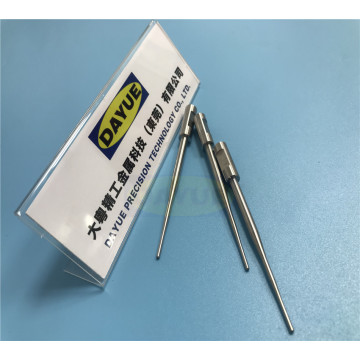
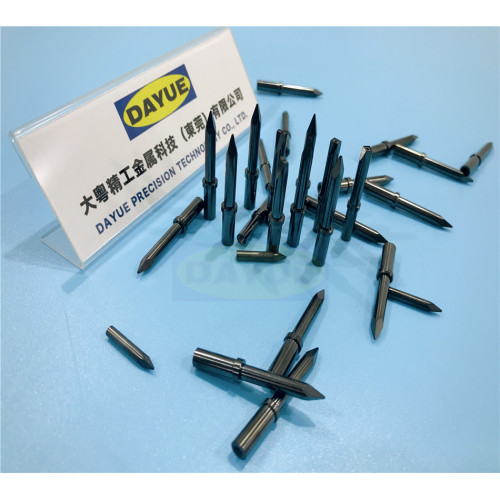
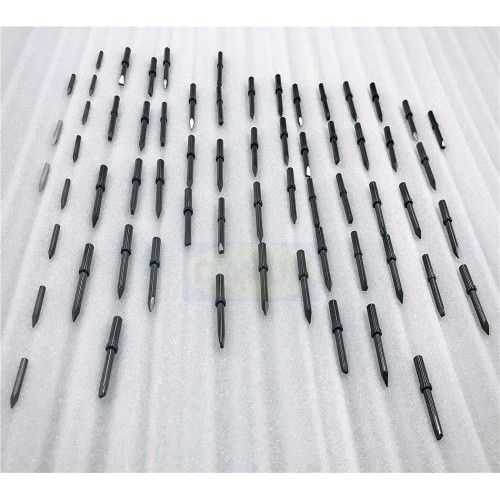
Micro-trous petits trous Traitement des pièces de moule d'usinage EDM
CNC Turning & CNC Milling Service fabricants fournisseurs en Chine
Lorsque le nombre de pièces usiné par EDM est inférieur à 3000, il est économiquement plus raisonnable que les pièces d'estampage. L'EDM peut être largement divisé en formage EDM, coupe-fil EDM, broyage EDM, propagation EDM, EDM non métallique et renforcement de la surface EDM en fonction des caractéristiques et des utilisations du mouvement relatif de l'outil et de la pièce pendant le processus.
(1) Traitement EDM Cette méthode consiste à traiter les pièces requises en reproduisant la forme et la taille de l'électrode de la pièce sur la pièce à travers le mouvement d'alimentation de l'électrode à outil par rapport à la pièce. Il comprend l'usinage de la cavité EDM et l'usinage de perçage. L'usinage de la cavité EDM est principalement utilisé pour l'usinage des cavités de différents types de matrices à forage à chaud, de matrices de moulage, de matrices d'extrusion, de matrices en plastique et de films mylar. La perforation de l'EDM est principalement utilisée pour le traitement des trous en forme (trous ronds, trous carrés, trous polygonaux, trous en forme), trous incurvés (trous incurvés, trous en spirale), petits trous et micro-trous. Ces dernières années, afin de résoudre les problèmes de section transversale de petites électrodes, de déformation facile, de grand rapport de profondeur / de diamètre difficile et d'élimination difficile des puces dans l'usinage de petits trous, l'usinage à petite vitesse a été développé dans EDM Piercing et bon social et social et social Des avantages économiques ont été réalisés.
(2) Traitement de la coupe du fil EDM La méthode est l'utilisation du fil métallique fin en mouvement comme électrode d'outil, selon la trajectoire prédéterminée pour la coupe de décharge d'impulsions. Selon la taille de la vitesse du mouvement des électrodes métalliques est divisée en marche à grande vitesse et en coupe à basse vitesse. L'utilisation courante par la Chine de la coupe de fil à grande vitesse, ces dernières années est le développement de la coupe de fil à basse vitesse, du fil à grande vitesse, de l'électrode de fil est de φ0,02 ~ φ0,3 mm de diamètre de fil de molybdène à haute résistance, de vitesse de mouvement alternative de 8 ~ 10m / s. Fil à basse vitesse, plus de fil de cuivre, électrode de fil à moins de 0,2 m / s de vitesse pour un mouvement à basse vitesse à une seule direction. Lors de la coupe du fil, le fil d'électrode se déplace constamment, sa perte est très faible, et donc la précision de traitement est élevée. La précision d'usinage moyenne peut atteindre 0,0 LM, ce qui est beaucoup plus élevé que celui de l'EDM. La valeur RA de rugosité de surface peut être de 1,6 ou moins.
Les machines-outils EDM CNC domestiques et étrangères ont adopté différents niveaux de système de contrôle numérique de micro-ordinateur, pour atteindre le CNC de coupe du fil EDM. À l'heure actuelle, la coupe du fil EDM est largement utilisée pour traiter diverses matrices de poinçonnage (pour le poinçon et la chute du matériau), les plaques d'échantillonnage et diverses formes de trous de type complexe, de surfaces de type et de fentes étroites, etc.
-Stands conformes
Diamètre de fabrication à partir de φ0,01 mm-φ650 mm, la tolérance peut être contrôlée à ± 0,001
La longueur de fabrication la plus longue est de 1500 mm
Fabriqué en taille de pouce également pour les spéciaux et les pièces personnalisées.
Selon la conception des pièces, la concentricité maximale peut atteindre 0,002.
Finition de surface: RA0.2-RA0.8
Le fil de marche lent atteint la tolérance ± 0,001
La tolérance EDM peut atteindre ± 0,002
-Material (Choisissez en fonction des exigences du client)
Fer, fonte. Cuivre, acier inoxydable, carbure de tungstène, acier, aluminium, WS, HSS, autre métal non ferreux (selon les besoins du client)


Groupes de Produits : Appuyez sur Composants > Traitement selon les dessins



























Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.